अॅल्युमिनियम स्क्रॅप आणि अॅल्युमिनियम पिंडासाठी स्मेलटिंग क्रूसिबल


उत्पादन वैशिष्ट्ये
उत्कृष्ट औष्णिक चालकता
सिलिकॉन कार्बाइड आणि ग्रेफाइटचे अद्वितीय मिश्रण जलद आणि एकसमान गरम करण्याची खात्री देते, ज्यामुळे वितळण्याचा वेळ लक्षणीयरीत्या कमी होतो.


अत्यंत तापमान प्रतिकार
सिलिकॉन कार्बाइड आणि ग्रेफाइटचे अद्वितीय मिश्रण जलद आणि एकसमान गरम करण्याची खात्री देते, ज्यामुळे वितळण्याचा वेळ लक्षणीयरीत्या कमी होतो.
टिकाऊ गंज प्रतिकार
सिलिकॉन कार्बाइड आणि ग्रेफाइटचे अद्वितीय मिश्रण जलद आणि एकसमान गरम करण्याची खात्री देते, ज्यामुळे वितळण्याचा वेळ लक्षणीयरीत्या कमी होतो.

तांत्रिक माहिती
| No | मॉडेल | OD | H | ID | BD |
| 1 | 80 | ३३० | ४१० | २६५ | २३० |
| 2 | १०० | ३५० | ४४० | २८२ | २४० |
| 3 | ११० | ३३० | ३८० | २६० | २०५ |
| 4 | २०० | ४२० | ५०० | ३५० | २३० |
| 5 | २०१ | ४३० | ५०० | ३५० | २३० |
| 6 | ३५० | ४३० | ५७० | ३६५ | २३० |
| 7 | ३५१ | ४३० | ६७० | ३६० | २३० |
| 8 | ३०० | ४५० | ५०० | ३६० | २३० |
| 9 | ३३० | ४५० | ४५० | ३८० | २३० |
| 10 | ३५० | ४७० | ६५० | ३९० | ३२० |
| 11 | ३६० | ५३० | ५३० | ४६० | ३०० |
| 12 | ३७० | ५३० | ५७० | ४६० | ३०० |
| 13 | ४०० | ५३० | ७५० | ४४६ | ३३० |
| 14 | ४५० | ५२० | ६०० | ४४० | २६० |
| 15 | ४५३ | ५२० | ६६० | ४५० | ३१० |
| 16 | ४६० | ५६५ | ६०० | ५०० | ३१० |
| 17 | ४६३ | ५७० | ६२० | ५०० | ३१० |
| 18 | ५०० | ५२० | ६५० | ४५० | ३६० |
| 19 | ५०१ | ५२० | ७०० | ४६० | ३१० |
| 20 | ५०५ | ५२० | ७८० | ४६० | ३१० |
| 21 | ५११ | ५५० | ६६० | ४६० | ३२० |
| 22 | ६५० | ५५० | ८०० | ४८० | ३३० |
| 23 | ७०० | ६०० | ५०० | ५५० | २९५ |
| 24 | ७६० | ६१५ | ६२० | ५५० | २९५ |
| 25 | ७६५ | ६१५ | ६४० | ५४० | ३३० |
| 26 | ७९० | ६४० | ६५० | ५५० | ३३० |
| 27 | ७९१ | ६४५ | ६५० | ५५० | ३१५ |
| 28 | ८०१ | ६१० | ६७५ | ५२५ | ३३० |
| 29 | ८०२ | ६१० | ७०० | ५२५ | ३३० |
| 30 | ८०३ | ६१० | ८०० | ५३५ | ३३० |
| 31 | ८१० | ६२० | ८३० | ५४० | ३३० |
| 32 | ८२० | ७०० | ५२० | ५९७ | २८० |
| 33 | ९१० | ७१० | ६०० | ६१० | ३०० |
| 34 | ९८० | ७१५ | ६६० | ६१० | ३०० |
| 35 | १००० | ७१५ | ७०० | ६१० | ३०० |
प्रक्रिया प्रवाह




१. अचूक सूत्रीकरण
उच्च-शुद्धता ग्रेफाइट + प्रीमियम सिलिकॉन कार्बाइड + मालकीचे बंधनकारक एजंट.
.
२.आयसोस्टॅटिक प्रेसिंग
२.२ ग्रॅम/सेमी³ पर्यंत घनता | भिंतीची जाडी सहनशीलता ±०.३ मीटर
.
३.उच्च-तापमान सिंटरिंग
SiC कण पुनर्स्फटिकीकरण 3D नेटवर्क संरचना तयार करत आहे
.
४. पृष्ठभागाची वाढ
अँटी-ऑक्सिडेशन कोटिंग → 3× सुधारित गंज प्रतिरोधकता
.
५.कठोर गुणवत्ता तपासणी
संपूर्ण जीवनचक्र शोधण्यायोग्यतेसाठी अद्वितीय ट्रॅकिंग कोड
.
६.सुरक्षा पॅकेजिंग
धक्के शोषक थर + ओलावा अडथळा + प्रबलित आवरण
.
उत्पादन अर्ज

गॅस वितळवण्याची भट्टी
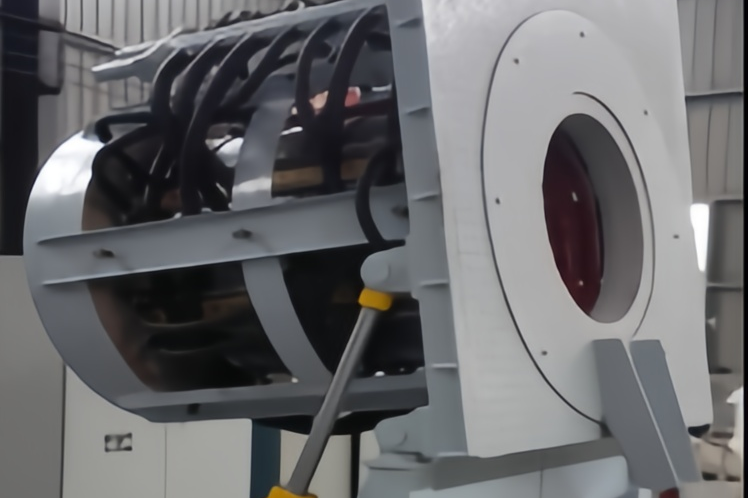
इंडक्शन मेल्टिंग फर्नेस

प्रतिरोधक वितळण्याची भट्टी
आम्हाला का निवडा
वारंवार विचारले जाणारे प्रश्न
प्रश्न १: पारंपारिक ग्रेफाइट क्रूसिबलच्या तुलनेत सिलिकॉन कार्बाइड ग्रेफाइट क्रूसिबलचे काय फायदे आहेत?
✅उच्च तापमान प्रतिकार: दीर्घकालीन १८००°C आणि अल्पकालीन २२००°C (ग्रेफाइटसाठी ≤१६००°C विरुद्ध) सहन करू शकते.
✅जास्त आयुष्यमान: ५ पट चांगले थर्मल शॉक प्रतिरोधकता, सरासरी सेवा आयुष्य ३-५ पट जास्त.
✅शून्य प्रदूषण: कार्बन पेनिट्रेशन नाही, वितळलेल्या धातूची शुद्धता सुनिश्चित करते.
प्रश्न २: या क्रूसिबलमध्ये कोणते धातू वितळवता येतात?
▸सामान्य धातू: अॅल्युमिनियम, तांबे, जस्त, सोने, चांदी इ.
▸प्रतिक्रियाशील धातू: लिथियम, सोडियम, कॅल्शियम (Si₃N₄ कोटिंग आवश्यक आहे).
▸रेफ्रेक्ट्री धातू: टंगस्टन, मॉलिब्डेनम, टायटॅनियम (व्हॅक्यूम/इनर्ट गॅस आवश्यक आहे).
प्रश्न ३: नवीन क्रूसिबल वापरण्यापूर्वी त्यांना पूर्व-उपचारांची आवश्यकता असते का?
अनिवार्य बेकिंग: हळूहळू ३००°C पर्यंत गरम करा → २ तास धरून ठेवा (उरलेले ओलावा काढून टाकते).
प्रथम वितळण्याची शिफारस: प्रथम काही भंगार साहित्य वितळवा (एक संरक्षक थर तयार करते).
प्रश्न ४: क्रूसिबल क्रॅकिंग कसे रोखायचे?
थंड पदार्थ कधीही गरम क्रूसिबलमध्ये (जास्तीत जास्त ΔT < 400°C) चार्ज करू नका.
वितळल्यानंतर थंड होण्याचा दर < २००°C/तास.
समर्पित क्रूसिबल चिमटे वापरा (यांत्रिक परिणाम टाळा).
Q5: क्रूसिबल क्रॅकिंग कसे रोखायचे?
थंड पदार्थ कधीही गरम क्रूसिबलमध्ये (जास्तीत जास्त ΔT < 400°C) चार्ज करू नका.
वितळल्यानंतर थंड होण्याचा दर < २००°C/तास.
समर्पित क्रूसिबल चिमटे वापरा (यांत्रिक परिणाम टाळा).
Q6: किमान ऑर्डर प्रमाण (MOQ) किती आहे?
मानक मॉडेल्स: १ तुकडा (नमुने उपलब्ध आहेत).
कस्टम डिझाईन्स: १० तुकडे (CAD रेखाचित्रे आवश्यक).
Q7: लीड टाइम किती आहे?
⏳स्टॉकमधील वस्तू: ४८ तासांच्या आत पाठवले जाते.
⏳कस्टम ऑर्डर: १५-25दिवसउत्पादनासाठी आणि साच्यासाठी २० दिवस.
Q8: क्रूसिबल निकामी झाले आहे की नाही हे कसे ठरवायचे?
आतील भिंतीवर ५ मिमी पेक्षा जास्त भेगा.
धातूच्या आत प्रवेश करण्याची खोली > २ मिमी.
विकृती > ३% (बाह्य व्यासातील बदल मोजा).
Q9: तुम्ही वितळण्याच्या प्रक्रियेचे मार्गदर्शन करता का?
वेगवेगळ्या धातूंसाठी गरम करण्याचे वक्र.
निष्क्रिय वायू प्रवाह दर कॅल्क्युलेटर.
स्लॅग काढण्याचे व्हिडिओ ट्यूटोरियल.



